UK’s First Customizable AMR Production Line Goes Live
In 2026, European manufacturing has reached a milestone in flexible automation. The partnership between Siemens, Expert Technologies Group, and RMGroup marks the official launch of the UK’s first customizable autonomous mobile robot (AMR) factory. This collaboration represents not only a breakthrough in British advanced manufacturing technology but also demonstrates a new pathway for global manufacturing to transition from standardized products to flexible, customized production. Unlike traditional automated guided vehicles (AGVs) requiring fixed tracks and heavy infrastructure, these UK-developed AMRs demonstrate intelligent, infrastructure-light mobility through onboard sensors, exhibiting superior material handling performance in dynamic industrial environments.
Brian Holliday, Managing Director for Siemens UK & Ireland, stated in an official announcement: “This partnership demonstrates how UK-led innovation can deliver the advanced manufacturing technology our industry desperately needs. By supporting UK manufacturers with locally developed, fully customizable solutions, we’re showing that collaboration is essential to driving the digitalisation of British industry.” This statement reveals the strategic significance of AMR technology—it is not merely an upgrade of automation tools but an important fulcrum for digital transformation in manufacturing. By deeply integrating robotics technology, artificial intelligence, and IoT, enterprises can achieve flexible production process transformation without reconstructing entire production facilities.
SIMOVE Architecture: Modular Design Drives Flexible Manufacturing
Siemens’ SIMOVE technology is the core of this AMR solution. As a modular, standardized system platform, SIMOVE is specifically designed for the automation and management of AGVs and AMRs. It integrates standard industrial hardware with specialized software libraries, significantly streamlining the development and deployment of flexible logistics and production concepts. The SIMOVE technical architecture comprises three core components, each serving different functional roles, together building a complete AMR ecosystem.
First is SIMOVE Carrier Control, an automation software library responsible for individual vehicle control, including driving, safety programs, and motor management. It acts as the “brain” of each AMR, processing real-time path planning and obstacle avoidance decisions. Second is SIMOVE Master Control, a PLC-based fleet management system that coordinates multiple vehicles and synchronizes them with plant-wide automation systems. When dozens or even hundreds of AMRs operate in the same facility, Master Control ensures they don’t interfere with each other but work collaboratively like a well-trained symphony orchestra. Third is SIMOVE ANS+, a modular laser navigation system using feature-based SLAM (Simultaneous Localization and Mapping) technology for infrastructure-free, high-precision movement. This means AMRs don’t need magnetic strips or QR codes on the floor but navigate autonomously through environmental feature recognition.
From AGV to AMR: Technological Generation Gap and Application Leap
Understanding AMR value requires comparison with traditional AGVs. AGVs (Automated Guided Vehicles) follow preset fixed paths, performing well in controlled environments but requiring expensive reprogramming and infrastructure modification when production layout changes occur. AMRs (Autonomous Mobile Robots), by contrast, possess dynamic environment adaptation capabilities, sensing surroundings through sensors in real-time, autonomously planning paths and avoiding obstacles. This technological generation gap brings not only flexibility improvements but exponential expansion of application scenarios.
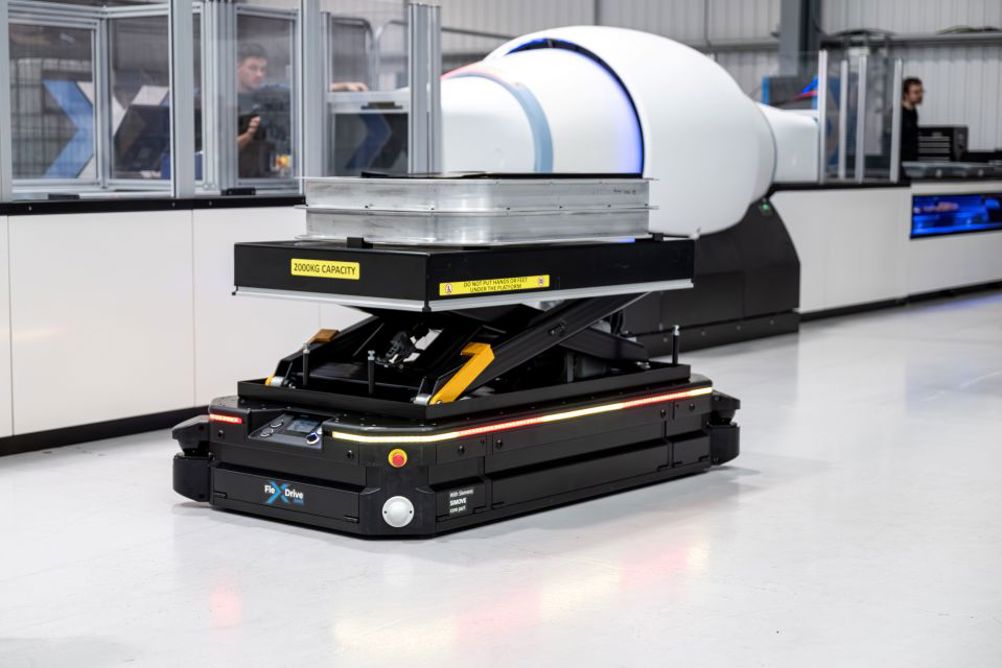
In actual factory environments, typical AMR applications include: transporting components between workstations, moving finished goods to storage areas, and supplying raw materials to production lines. These seemingly simple tasks traditionally require significant labor or complex conveyor systems. AMR advantages lie in their ability to safely navigate busy factory floors, avoid obstacles in real-time, and adapt to layout or workload changes. The FlexDrive AMR platform developed by Expert Technologies Group embodies this philosophy—it offers fully flexible drive platforms with advanced navigation options including path planning, obstacle avoidance, and real-time dynamic positioning. The platform is designed to scale from small deployments to enterprise fleets of over one hundred robots.
British Manufacturing Competitiveness: Local Innovation Meets Global Export
A distinctive feature of this AMR project is its “Made in Britain” positioning. In the post-Brexit era, UK manufacturing is actively seeking technological differentiation paths, and flexible automation happens to provide a breakthrough opportunity. Through technical cooperation with Siemens, British enterprises gain not only world-class automation technology platforms but also develop localized customization capabilities on this foundation. This “global technology + local innovation” model could become a replicable pathway for medium-sized manufacturing countries to achieve technological leapfrogging.
Paul Fletcher, Senior Manager at Expert Technologies Group, notes: “Rather than forcing businesses to adapt to rigid, off-the-shelf solutions, we’re creating hyperflexible platforms that adapt to their needs. This partnership gives us the scalability and technical foundation to support everything from small-scale deployments to enterprise fleets of one hundred plus robots.” RMGroup’s solution employs Siemens laser-based navigation software, delivering both conventional track-based and true free navigation capabilities, featuring wireless safety technology with real-time location-based safety zones. This diversity of technical solutions ensures enterprises across different industries and scales can find AMR configurations suited to their specific needs.
The Economics of Flexible Automation: ROI and Implementation Pathways
For enterprise decision-makers considering AMR adoption, return on investment (ROI) is the core concern. Compared to traditional automation solutions, AMR economic advantages manifest across multiple dimensions. First is significantly reduced infrastructure costs. AGVs require magnetic strips, induction lines, or QR codes on the floor, while AMR SLAM navigation technology requires none of these investments. Second is substantially shortened deployment cycles. Traditional automation projects often require months or even years from planning to production, while AMRs can deploy within weeks and begin generating value. Third is flexible adjustment capabilities. When production demands change, AMRs can replan paths through software updates, while AGVs require physical modifications.
From specific application scenarios, AMRs demonstrate fastest ROI in: high-frequency short-distance material handling, labor-intensive picking and replenishment operations, facilities requiring 24-hour continuous operation, and production environments with frequently changing layouts. When evaluating AMR investments, enterprises should conduct comprehensive current state analysis—including floor quality, aisle widths, safety zone settings, integration requirements with warehouse systems, charging planning and battery monitoring, network connectivity and cybersecurity factors. Only through thorough assessment of these prerequisites can AMR projects be smoothly implemented and achieve expected investment returns.
Strategic Implications for Global Manufacturing Leaders
For manufacturing enterprises worldwide, the UK AMR project offers multiple strategic insights. First, the combination of technology adoption and localized innovation is a viable pathway. Enterprises can partner with international automation giants, developing customized solutions adapted to local needs on their technology platforms. Second, flexible automation is an effective strategy for managing uncertainty. Facing multiple pressures from order volatility, product iteration acceleration, and rising labor costs, flexible automation helps enterprises maintain operational resilience. Third, the gradual pathway from pilot to scale reduces transformation risks.
Specifically, enterprises can begin with AMR pilots in single application scenarios—such as deploying a small number of AMRs for material handling in finished goods warehouses—gradually expanding to more processes and larger fleet sizes after validating results. Simultaneously, integration with existing WMS and MES systems should be prioritized, ensuring AMRs are not isolated automation islands but organic components integrated into the enterprise digital ecosystem. As 5G, edge computing, and AI technologies further mature, AMR capability boundaries will continue expanding, evolving from simple material handling tools to intelligent logistics nodes with environmental awareness, task planning, and autonomous decision-making capabilities. Seizing this technology window will be crucial for maintaining competitive advantage in the global market.
Source: The Engineer